е·Ҙжі• Construction Methods
йӣ»й‘ҪеһӮзӣҙй‘Ҫеӯ”еҷЁ
иЈҪдҪңйҒҺзЁӢ
Step.1
еҸ–дёҖеЎҠеӣӣйқўйүӢе…үзҡ„жқҗж–ҷпјҢд»Ҙе…©еҜёпјҲ60mmпјүе·ҰеҸізҡ„еӣӣж–№и§’жқҗијғзӮәйҒ©еҗҲпјҢзҗҶз”ұжңүдәҢпјҢе…¶дёҖжҳҜеӨ§е°ҸйҒ©еҗҲжүӢжҸЎпјҢе…¶дәҢжҳҜжҺҘи§ёеә•йқўз©ҚеӨ еӨ§ијғзӮәе№із©©гҖӮ
Step.2
й‘Ҫй ӯеӨҫж–јйӣ»й‘ҪеҫҢйҮҸеҸ–й•·еәҰпјҢеҶҚжёӣжҺүжңЁйҮҳзӣҙеҫ‘зҡ„дәҢеҖҚпјҢиЈҒеҲҮдёҖеЎҠжқҗж–ҷеӮҷз”ЁгҖӮпјҲең– 1пјү
Step.3
дҫӢеҰӮжңЁйҮҳжҳҜ10mmпјҢй‘Ҫй ӯйӨҳй•·зӮә 60mmпјҢеүҮй‘Ҫеӯ”еҷЁй•·еәҰжҳҜ 60-20=40mm гҖӮиЈҒеҲҮжҷӮд»Ҙи§’еәҰеҲҮж–·ж©ҹжҲ–жҳҜең“йӢёж©ҹйғҪеҸҜд»ҘгҖӮ
Step.4
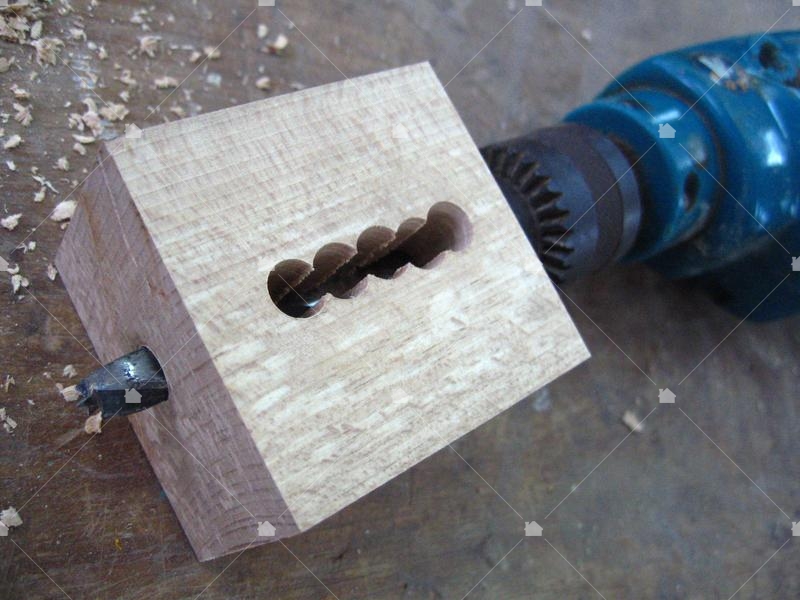
з”Ёзӣҙз«ӢејҸй‘ҪеәҠеңЁдёӯеӨ®й‘ҪдёҖеҖӢйҖҡеӯ”гҖӮпјҲдҪҝз”Ёзӣҙз«ӢејҸй‘ҪеәҠи§’еәҰијғжә–зўәпјҢең– 2пјү
Step.5
зҝ»еҲ°еҒҙйқўпјҢй‘ҪдёҖжҺ’зӣёдә’йҖЈжҺҘзҡ„еӯ”дҪңзӮәжҺ’йҷӨжңЁеұ‘з”ЁгҖӮпјҲең– 3пјү
Step.6
е°Үй‘Ҫй ӯиЈқеҲ°йӣ»й‘ҪдёҠпјҢиЁҳеҫ—й‘Ҫй ӯжҸ’еҲ°еә•пјҢд»ҘеҫҢжҜҸж¬ЎйғҪд»ҘжӯӨдҪңзӮәеҹәжә–пјҢд»Ҙе…Қй‘Ҫй ӯеӨҫеҫ—ж·ұж·әдёҚдёҖпјҢдҪҝеҫ—ж·ұеәҰдёҚе®ҡгҖӮ
Step.7
е°Үй‘Ҫеӯ”еҷЁеҘ—еҲ°й‘Ҫй ӯдёҠгҖӮпјҲең– 4пјү
Step.8
е°Үеә•йқўйқ з·Ҡжё¬и©Ұжқҗж–ҷпјҢй–ӢеӢ•йӣ»й‘Ҫй‘Ҫеӯ”пјҢзӣҙеҲ°йӣ»й‘ҪеӨҫй ӯжҠөдҪҸй‘Ҫеӯ”еҷЁзӮәжӯўпјҢжӯӨжҷӮзҡ„ж·ұеәҰжҳҜжңҖзөӮж·ұеәҰпјҢзҲҫеҫҢй‘Ҫеӯ”йғҪиҰҒй‘ҪеҲ°йҖҷеҖӢж·ұеәҰжүҚжҳҜеҹәжә–гҖӮпјҲең– 5пјү
Step.9
йҮҸдёҖдёӢж·ұеәҰпјҢе°Үй‘Ҫеӯ”еҷЁжқҗеҲҮеҲ°зёҪж·ұеәҰ 30mmпјҲ10 еҸҠ 9mm жңЁйҮҳз”ЁпјҢ8 еҸҠ 6mm жңЁйҮҳз”Ёзҡ„зёҪж·ұеәҰеүҮзӮә 20mmпјүгҖӮ
иЈҪдҪңж·ұеәҰиҰҸпјҢдёӯй–“зҡ„ең“еӯ”е»әиӯ°з”Ё13mmеҰӮжӯӨе°ұеҸҜд»ҘйҖҡз”ЁгҖӮж·ұеәҰиҰҸзҡ„еҺҡеәҰиҮӘ 2mm иө·иҮі 16mm жҜҸ 1mm еўһеҠ дёҖеЎҠгҖӮпјҲең– 6пјүйҖҷйәјеӨҡе°әеҜёжҳҜзӮәдәҶеӣ жҮүжӘўе®ҡжҲ–競иіҪйңҖжұӮпјҢеҸҜд»ҘйҒ©з”Ёзү№еҲҘзҡ„ж·ұеәҰиҰҒжұӮпјҢиҖҢдё”еёӮе”®жңЁйҮҳе°әеҜёдёҚжҳҜз…§еӯёзҗҶзҡ„й•·еәҰиІ©е”®зҡ„гҖӮиЁҳеҫ—жҜҸзүҮж·ұеәҰиҰҸзҡ„е…©йқўйғҪиҰҒеҜ«дёҠеҺҡеәҰпјҢжүҚдёҚжңғжүҫйҢҜе°әеҜёгҖӮ
Step.11
ж·ұеәҰиҰҸз”Ёжі•пјҲд»Ҙ 10mm жңЁйҮҳзӮәдҫӢпјүпјҡе№іжҺҘжҷӮе…©еЎҠжңЁжқҗзҡ„жңЁйҮҳж·ұеәҰеҗ„дёҖеҚҠпјҢеӣ жӯӨдёҖйӮҠй‘Ҫ 20mm ж·ұпјҢеҸҰдёҖйӮҠй‘Ҫ 22mm ж·ұпјҢз”ұж–јй‘Ҫеӯ”еҷЁжңҖеҫҢиЈҒеҲҮзҡ„й‘Ҫеӯ”зёҪж·ұеәҰжҳҜ 30mmпјҢеӣ жӯӨ 20mm зҡ„еӯ”ж·ұиҰҒеҘ— 10mm зҡ„ж·ұеәҰиҰҸпјҢиҖҢ 22mm зҡ„еӯ”ж·ұиҰҒеҘ— 8mm зҡ„ж·ұеәҰиҰҸгҖӮ
Step.12
жңЁйҮҳеӯ”ж·ұеәҰиЁҲз®—жЁҷжә–пјҡ
(1).жңЁйҮҳй•·еәҰзӮәзӣҙеҫ‘еӣӣеҖҚгҖӮ
пјҲ2пјү.е№іжҺҘжҷӮжңЁйҮҳй•·еәҰеҗ„дёҖеҚҠпјҲдҪҶжҳҜжҰ«еӯ”йӮҠиҰҒеҠ 2mm иЈ•йҮҸпјүгҖӮ
пјҲ3пјү.з«ҜйқўиҲҮз«ҜйӮҠжҺҘеҗҲжҷӮпјҢз«ҜйӮҠдёҖз«Ҝж·ұеәҰзӮәжқҝеҺҡзҡ„ 2/3пјҲйңҖеҶҚеҠ 2mm иЈ•йҮҸпјҢд»ҘжңЁеҝғжқҝзӮәдҫӢпјҢиҰҒй‘Ҫ 14mm ж·ұпјҢиҖҢдёҚжҳҜ 12mm ж·ұпјүгҖӮ

 пјҲең– 1пјүй‘Ҫеӯ”еҷЁжқҗж–ҷ
пјҲең– 1пјүй‘Ҫеӯ”еҷЁжқҗж–ҷ
 пјҲең– 2пјүй‘Ҫеӯ”
пјҲең– 2пјүй‘Ҫеӯ”
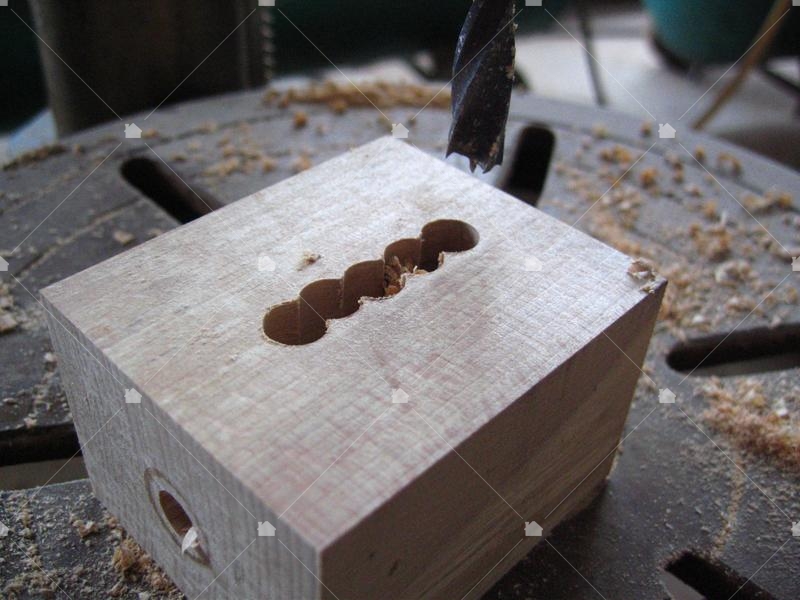 пјҲең– 3пјүй‘ҪжҺ’еұ‘еӯ”
пјҲең– 3пјүй‘ҪжҺ’еұ‘еӯ”
 пјҲең– 4пјүеҘ—й‘Ҫй ӯ
пјҲең– 4пјүеҘ—й‘Ҫй ӯ
 пјҲең– 5пјүи©Ұй‘ҪйҮҸж·ұеәҰ
пјҲең– 5пјүи©Ұй‘ҪйҮҸж·ұеәҰ
 пјҲең– 6пјүж·ұеәҰеҺҡи–„иҰҸ
пјҲең– 6пјүж·ұеәҰеҺҡи–„иҰҸ

жӣҫзңҒдёү
жӢҷең’еүөж„ҸжңЁе·ҘеүөиҫҰдәә
Emailпјҡ
chiayisan@yahoo.com.tw
ең°еқҖпјҡй«ҳйӣ„еёӮж©Ӣй ӯеҚҖз”ІжҳҢи·ҜиҸҜиҲҲе·· 41 иҷҹ
