е·Ҙжі• Construction Methods
еҲҖеҲғи§’
еҗҲйҒ©зҡ„еҲҖеҲғи§’
 пјҲең–1пјү
пјҲең–1пјү
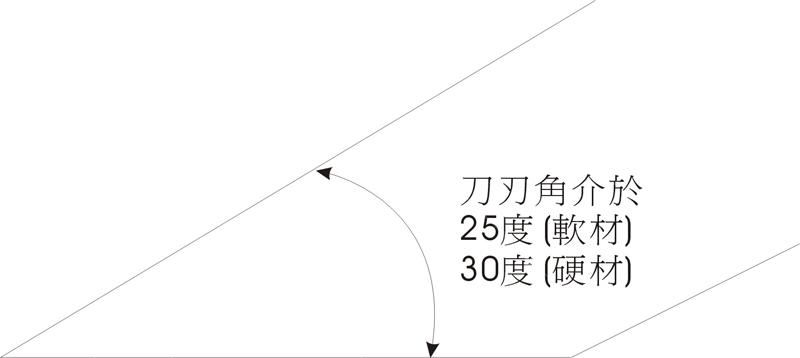
жүӢйүӢзҡ„еҲҖеҲғи§’жҳҜжҢҮйӢјйқўеҲ°з ”зЈЁйқўзҡ„еӨҫи§’пјҢд»Ҙ 25 еәҰеҲ° 30 еәҰд№Ӣй–“зӮәжә–пјҲең–1пјүпјҢи§’еәҰи¶Ҡе°ҸеҲҮеүҠжҠ—еҠӣи¶Ҡе°ҸгҖҒи¶ҠдёҚиҖҗд№…гҖҒи¶Ҡе®№жҳ“еҙ©и§ЈгҖҒи¶ҠзңҒеҠӣпјҢеӣ жӯӨи§’еәҰзҡ„жұәе®ҡеӣ зҙ еҸ–жұәж–јжқҗж–ҷзҡ„зЎ¬еәҰгҖӮ
з•¶з ”зЈЁе°Ҹи§’еәҰжҷӮйӣ–然йӢ’еҲ©пјҢдҪҶжҳҜжІ’жңүиҫҰжі•жҮүд»ҳзҜҖз–ӨзӯүијғзЎ¬зҡ„жқҗиіӘпјҢеҲҖе…·е®№жҳ“еҙ©и§Јзјәи§’пјҢеӣ жӯӨеҰӮжһңдҪҝз”Ёзҡ„жқҗж–ҷдёҚжҳҜеӣәе®ҡжЁ№зЁ®зҡ„и©ұпјҢе»әиӯ°йғҪд»ҘеӨ§и§’еәҰз ”зЈЁпјҢйӣ–然費еҠӣдҪҶжҳҜеҸҜд»ҘжҮүд»ҳеӨ§еӨҡж•ёзҡ„жқҗж–ҷгҖӮ
В
з ”зЈЁжҷӮжҠ¬й«ҳи§’еәҰзҡ„иҝ·жҖқ
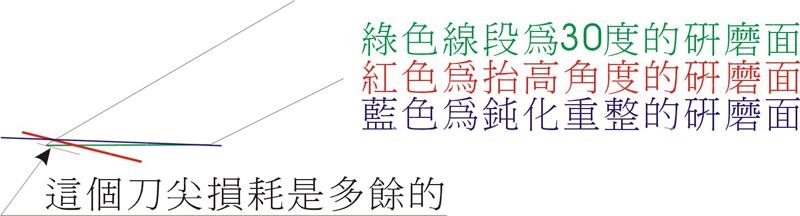 пјҲең–2пјүз¶ иүІз·ҡж®өзӮәдёҖиҲ¬зҡ„з ”зЈЁйқўгҖӮ
пјҲең–2пјүз¶ иүІз·ҡж®өзӮәдёҖиҲ¬зҡ„з ”зЈЁйқўгҖӮ
йҖҷеҖӢе•ҸйЎҢ已經碰觸數еҚҒе№ҙпјҢзөҗжһң經常жҳҜиҰӢд»ҒиҰӢжҷәгҖӮ
з•¶з ”зЈЁзҙ°зҹіжҷӮе°ҮеҲҖеҲғи§’еәҰжҠ¬й«ҳеҸӘз ”зЈЁеҲҖе°–йғЁд»ҪпјҲй•·зҡ„зҙ…иүІз·ҡж®өпјүпјҢйҖҷжЁЈзҡ„дё»ејөзӣ®зҡ„жҳҜзё®зҹӯз ”зЈЁзҡ„жҷӮй–“пјҢдҫӢеҰӮе°Үз ”зЈЁж¬Ўж•ёз”ұ 100 дёӢжёӣдҪҺеҲ° 50 дёӢпјҢйҖҷйғЁд»ҪжҳҜдәӢеҜҰпјҢзҡ„зўәжҜ”ијғеҝ«пјҢеҺҹеӣ жҳҜеҸӘз ”зЈЁеҲҖе°–жҺҘи§ёйқўжёӣе°‘еҘҪе№ҫеҖҚпјҢеҝ…е®ҡжҜ”ж•ҙеҖӢж–ңйқўз ”зЈЁжёӣе°‘иЁұеӨҡж‘©ж“ҰеҠӣд»ҘеҸҠзЈЁеҲҖзҹізҡ„жҗҚиҖ—гҖӮ
е•ҸйЎҢдҫҶдәҶпјҢ當еҺҹе§Ӣи§’еәҰзӮә 30 еәҰжҷӮпјҢз ”зЈЁи§’еәҰдёҖжҠ¬й«ҳпјҢеҝ…е®ҡе°ұз”ўз”ҹйүӢеүҠиІ»еҠӣзҡ„зӣёе°ҚзӢҖжіҒгҖӮзӮәдәҶи§ЈжұәйҖҷеҖӢе•ҸйЎҢпјҢе°ұеҝ…й Ҳе°ҮеҺҹе§Ӣи§’еәҰйҷҚдҪҺпјҢйҖҷеҸҜиғҪеҸҲйҒ·ж¶үеҲ°е°Ҹи§’еәҰйүӢеҲ°зҜҖз–Өжңғеҙ©и§Јзҡ„е•ҸйЎҢгҖӮ
е…¶ж¬ЎпјҢ當еҲҖеҲғдёҚйӢ’еҲ©йҮҚж–°з ”зЈЁжҷӮпјҢе°ұеҝ…й ҲзЈЁеҲ°и—ҚиүІз·ҡж®өзҡ„дҪҚзҪ®пјҢз”ұж–је…ҲеүҚз ”зЈЁзҙ°зҹіжҠ¬й«ҳи§’еәҰзҡ„й—ңдҝӮпјҢеҲҖйӢ’жңғзЈЁиҖ—ијғеӨҡпјҢи·қйӣўе°ұжҳҜй•·зҹӯе…©жўқзҙ…иүІз·ҡж®өзҡ„дёӯй–“йғЁеҲҶпјҲең–зӮәзӨәж„ҸпјҢеҜҰйҡӣдёҠжІ’жңүйҖҷйәјеӨ§пјүпјҢйҖҷеҖӢйғЁд»ҪеңЁйҮҚж–°ж•ҙзҗҶжҷӮйғҪеҝ…й ҲзЈЁжҺүжүҚиғҪдҪҝеҲҖе…·йӢ’еҲ©гҖӮеҰӮжӯӨе°ұж„Ҹ味著第дәҢж¬ЎзІ—зҹізҡ„з ”зЈЁжҷӮй–“жңғжҜ”жӯЈеёёзҡ„жғ…жіҒжӣҙд№…пјҢиҖҢзІ—зҹізҡ„жҗҚиҖ—еҸҲжҜ”зҙ°зҹіеӨҡгҖӮ
當第дёҖж¬Ўзҙ°зҹіз ”зЈЁзё®зҹӯзҡ„жҷӮй–“иҲҮ第дәҢж¬Ўж•ҙзҗҶзІ—зҹіз ”зЈЁзҡ„жҷӮй–“зӣёеҠ пјҢжңғдёҚжңғжҜ”е…©ж¬ЎйғҪз”ЁжЁҷжә–и§’еәҰз ”зЈЁдҫҶзҡ„еҝ«пјҹйҖҷжҒҗжҖ•еҖјеҫ—жҺўз©¶гҖӮе…¶ж¬ЎпјҢ第дёҖж¬Ўз ”зЈЁзҜҖзңҒзҡ„зҙ°зҹіпјҲеӣ зӮәеҸӘзЈЁеҲҖе°–пјүиҲҮ第дәҢж¬Ўж•ҙзҗҶжүҖеўһеҠ жҗҚиҖ—зҡ„зІ—зҹіпјҲеӣ зӮәзІ—зҹіеҸҚиҖҢзЈЁеҫ—еӨҡпјүзӣёеҠ пјҢжңғдёҚжңғжҜ”жЁҷжә–и§’еәҰдҫҶзҡ„зңҒпјҹе…¶дёүпјҢжҠ¬й«ҳи§’еәҰд»ҘиҮҙеҲҖйӢ’еҫҢйҖҖзҡ„йҮҸиҲҮжЁҷжә–и§’еәҰд№Ӣй–“зҡ„еҲҖе…·жҗҚиҖ—пјҢд№ҹжҳҜжҲҗжң¬зҡ„еўһеҠ гҖӮе…©зӣёж¬Ҡе®ңеҸ–е…¶иј•пјҢи©ІйҒёе“ӘйӮҠпјҹйӮ„жҳҜиҰӢд»ҒиҰӢжҷәгҖӮ
дёҠе…©й …иӘӘи©һжңүжІ’жңүжҳҺйЎҜзҡ„е·®и·қпјҹжІ’жңүпјҢдәӢеҜҰдёҠйҖЈж„ҹиҰәйғҪж„ҹиҰәдёҚеҲ°гҖӮйҖҷзҜҮж–Үз« зҡ„з”Ёж„ҸжҳҜеёҢжңӣеңӢдәәиғҪеӨ йӨҠжҲҗеҫӘзҗҶиҖҢиЎҢзҡ„зҝ’ж…ЈпјҢзҗҶи«–жҳҜжҠҖиЎ“йҖІжӯҘзҡ„еүҚе°ҺпјҢеҫӘеәҸжңғдҪҝжҠҖиЎ“зҡ„и·Ҝжӣҙй ҶжҡўпјҢзңӢзңӢжҲ‘еҖ‘зҡ„еҚҒеӯ—и·ҜеҸЈпјҢз¶ зҮҲи»ҠијӣйӮ„йңҖиҰҒй–ғйҒҝзҙ…зҮҲи»ҠијӣпјҢжӣІжӣІжҠҳжҠҳдёҚжҳҜеҫҲзҙҜе—Һпјҹ

жӣҫзңҒдёү
жӢҷең’еүөж„ҸжңЁе·ҘеүөиҫҰдәә
Emailпјҡ
chiayisan@yahoo.com.tw
ең°еқҖпјҡй«ҳйӣ„еёӮж©Ӣй ӯеҚҖз”ІжҳҢи·ҜиҸҜиҲҲе·· 41 иҷҹ
